Email: info@totagua.com

Email: info@totagua.com
 |
 |
 |
 |
El modelo DRY es un evaporador de secado al vacío por bomba de calor, funciona mediante energía eléctrica. El sistema puede obtener diferentes niveles de concentración con un resultado de residuo como una pasta solida o bien un producto totalmente cristalizado dependiendo del nivel de secado requerido, en cada proceso su retirada al terminar la carga, podrá ser manualmente o bien con un sistema de rascador interno automático. Se puede montar en diferentes tipos de acero para obtener una resistencia optima a la corrosión.
| Modelo | Producción (L/h - L/Día) | Pot. Instalada (kW) | Pot. Consumida (kW) | Consumo (W/L) | Consumo (€/L) | Ancho x fondo x alto (mm) |
| DRY 100 | 5 - 100 | 5.5 | 1.250 x 1500 x 2.000 | |||
| DRY 250 | 12.5 - 250 | 5.5 | 1.250 x 1500 x 2.000 | |||
| DRY 350 | 17.5 - 350 | 5.5 | 1.250 x 1500 x 2.000 | |||
| DRY 500 | 25 - 500 | 12.0 | - | - | 1.250 x 1500 x 2.000 | |
| DRY 750 | 37.5 - 750 | 15.5 | 14 | 190 | 0.0152 | 2.000 x 2.000 x 2.400 |
| DRY 1000 | 50 - 1000 | 15.5 | 2.400 x1800 x 2320 | |||
| DRY 1500 | 75 - 1500 | 17.2 | l | 2.400 x1800 x 2320 | ||
La serie DRY-TA de TOTAGUA ofrece el mejor tratamiento para agua residuales con alta densidad y alta concentración de contaminantes. Los equipos DRY-TA se basan en el fenómeno de evaporación al vacío, mediante el cual se reduce drásticamente la cantidad de residuo final. Obteniendo como destilado agua puro, y concentrando en el interior del equipo el residuo. Finalmente el residuo puede reducirse hasta un 99% en función de la carga contaminante del agua a tratar. El equipo está compuesto por el tanque de carga, el cual se lleva al vacío mediante una bomba de vacío y se calienta utilizando una camisa calefactora. Se lleva el continente a la ebullición, es entonces cuando pasa a la parte superior del DRY-TA y se produce la condensación del destilado, mediante un serpentín de intercambio de calor integrado y el destilado se recupera en condiciones inmejorables.
Los ciclos se pueden programar en el panel, donde también se muestras las lecturas de la instrumentación.
Estos equipos están especialmente diseñados para :
• Reciclado de sales de templado.
• Ablandamiento y reciclaje de agua para apagado y lavado.
• Reciclado de decapados
• Concentración de extractos y fragancias.
• Concentrados semisólidos y secos.
Capacidad: 5-100 l/h


Los cristalizadores pueden funcionar bien con una bomba de calor, o bien con vapor o agua caliente y disponen de un sistema automatizado de limpieza.
Existen aplicaciones especiales en las cuales el sistema puede trabajar en continuo y la descarga del sólido generado se realiza automáticamente lleva un husillo horizontal o vertical interior para evitar incrustaciones y una compuerta de descarga automática.
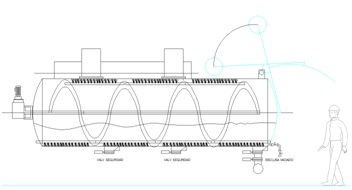
Generalmente se instala para la concentración o cristalización de salmueras y fluidos concentrados procedentes de un evaporador como última fase de purificación.
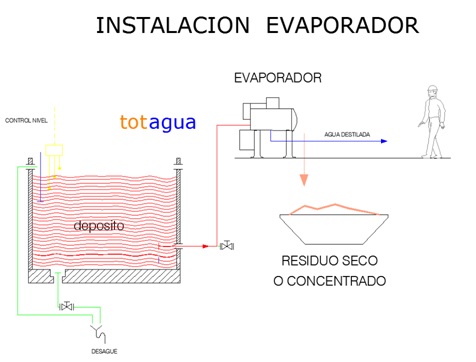
Los sistemas de evaporación al vacio como trabajan mediante presión negativa aspiran directamente del deposito del agua a tratar mediante un sistema de niveles eléctricos, la descarga se realiza a un contenedor de residuo seco o concentrado dependiendo de la aplicación concreta.
Existen diferentes niveles de automatización en cuanto a horas de funcionamiento, descargas del producto y envio de aguas tratadas
Es la mejor técnica disponible para la minimización de volumen de residuo seco a gestionar. Sus aplicaciones son variadas dentro del ámbito industrial. Mediante la técnica de secado DRY, se obtiene un residuo seco y compactado al máximo, reduciendo el volumen de residuos a gestionar con el objetivo final de reducción de costes de gestión.
Esta diseñado para el tratamiento de aguas incrustantes y soluciones acuosas de alta densidad aplicándolo como :
• Recuperación materias primas en diferentes soluciones acuosas industrias químicas, metalúrgicas.
• Concentración de baños de trabajo agotado.
• En industrias donde se requiere minimizar el impacto ambiental y no generar ningún tipo de residuo al medio (vertido cero).
• Tratamiento de aguas residuales incrustantes
• Tratamiento de soluciones acuosas de alta densidad como salmueras
• Tratamiento decolas, tintas y pinturas.
• Tratamiento de rechazo osmosis.
• Industria alimentaria deshidratación para obtener sal o azúcar.
• Concentración de fragancias.
• Extractos y esencias en industrias alimentarias, farmacia y cosmética.
• Industria alimentaria deshidratación para concentrados de zumos o leche.
• Industria alimentaria que requiera la formación de polvos o cristales para su comercialización posterior.

|
TECNOLOGIA |
VENTAJAS |
INCONVENIENTES |
|
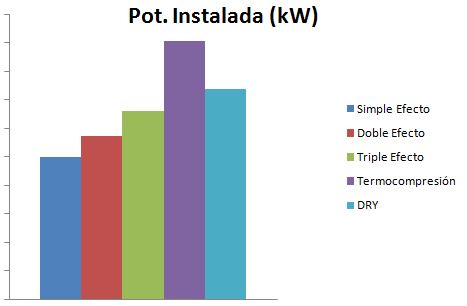
TERMOCOMPRESIÓN |
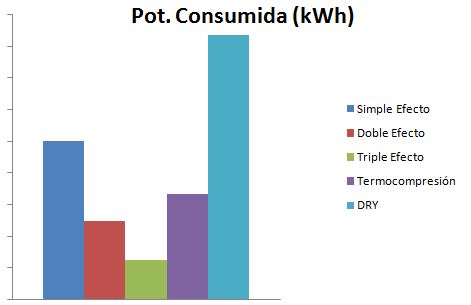
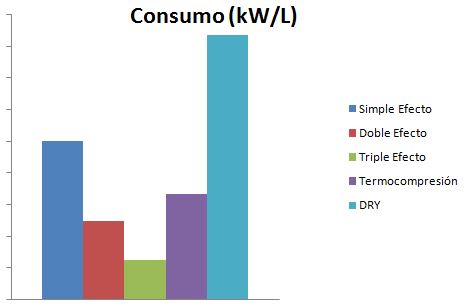
·Bajo consumo ·Alta eficiencia
|
·Mantenimiento periódico. ·No apto para conductividades mayores a 4.000 µS.
|
|
BOMBA CALOR |
·Bajo mantenimiento ·Buena relación €/L ·Valores de COP de entre 2.5 i 4 |
|
|
BOMBA CALOR DOBLE Y TRIPLE EFECTO |
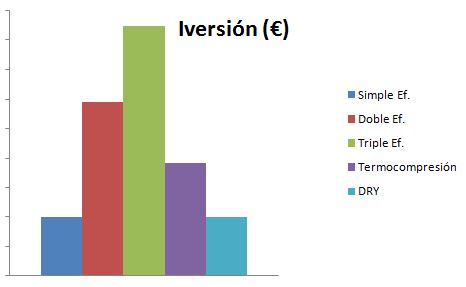
·Disponibilidad de modelos de doble y triple efecto para conseguir una gran eficiencia. |
·Coste de inversión |
|
DRY |
·Baja inversión |
·Consumo energético relativamente alto |
